| Lot sizes
play an important role in the models. Throughout we assume that
lots travel through the system uniformly in time. With a flow
rate of 100 per week and a lot size of 1, a unit passes any
given point in the system every 0.01 weeks. With a lot size
of 3, a lot of three units passes the point every 0.03 weeks.
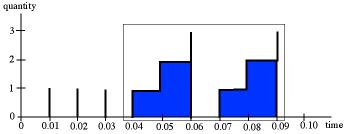
The figure below shows the process involved with changing lot
sizes from 1 to 3. The lot size change occurs at an accumulation
point where single units enter the point every 0.01 weeks and
lots of 3 leave every 0.03 weeks. The figure shows an accumulation
beginning at time 0.04. Units accumulate at 0.05 and 0.06. At
time 0.06 the lot of 3 units has accumulated and is released.
The inventory pattern is periodic. A second period is shown
beginning at time 0.07. Steady state will see the pattern below
repeated every 0.03 weeks.
The blue area indicates WIP that accumulates because
of the lot size change. Considering a period of 0.03 weeks,
the area under the WIP curve is 3 units. The average WIP is
WIP = Area for one period/Length of period
For the example the average WIP is 1. The average
residence time for a unit experiencing a lot size change is
determined by Little's Law. To agree with common terminology
used when discussing manufacturing systems we call the average
residence time the cycle time.
Cycle Time = WIP/Flow rate
For the example the flow rate is 100/week, therefore
the cycle time for the lot size change operation is 0.01 weeks.
Note that the use of cycle time may result in some confusion
since we have previously used the term to describe the interval
over which the inventory pattern repeats. In this discussion
we call the repeating interval the period.
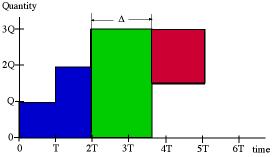
To understand the lot size change operation, consider
the figures below. The figure shows the cumulative arrivals
and departures during a change of lot size from Q to 1.5Q. The
cumulative arrivals are shown in blue. The cumulative departures
are in red overlaying the arrivals. The length of the period
is 3T, where T = Q/D.

For feasibility the departures can occur only
after arrivals, so we have shifted the departure graph so that
it never exceeds the arrival graph. The two touch at time T,
so T is the minimum feasible time shift. Two cycles of the resultant
WIP are shown in the second figure. This figure is constructed
by subtracting the departure graph from the arrival graph. To
compute the average WIP and the resultant cycle time we use
the simple formulas below.
The WIP is the average of the input and output
lot sizes, less their greatest common divisor. For the example,
Q is the greatest common divisor, so
WIP = 1.25Q - Q = 0.25Q
The figure below shows the
entries placed on the worksheet by the add-in for the lot size
change component. Although the display can appear anywhere on
the worksheet the example is placed in the cells to the right
and below cell A1. The titles are in column A and the data and
results are in column B, C and D.
The first part of the display holds the parameters
of the model. The number of rows used depends on the type of
model. For the example the parameters are in rows 1 through
7. The first entry is set by the user to identify the inventory.
The other parameters may be changed except the Data Name
and Type. The data name is used to name cells on the
worksheet. The type is used by the program and should not be
changed. All numeric parameters are to be nonnegative.
Rows 8 and 9 hold the instance variables. The
important variables for the lot size change component is the
input and output lot sizes. We give different values for three
cases.
The next three rows, row 10 through row 12, hold
the instance results. The WIP is the average inventory
produced by this component. The Cycle Time is the
average residence time that an item remains in inventory. Finally,
the WIP Cost is the cost associated with holding the
average WIP. Since the value of a unit of WIP is $1000 and the
holding cost rate is 0.5% per week, the holding cost is $5 per
unit per week.
We see in the illustration, that when there is
no change in lot size, there is no WIP. Changing the lot size
from 1 to 3 results in the WIP and cycle time previously described.
The change from 3 to 1 is symmetric to the change from 1 to
3 and has the same WIP.
A second example is shown below. Here we hold
the average of the input and output lot sizes at 90, but change
their relative values.
The results are perhaps counterintuitive. When
the input and output lot sizes have the greatest difference
in case 3, the WIP is the smallest. Since all three cases have
the same average, 90, we note the major effect of the gdc. If
the lot sizes are the same, the gdc is the same as the lot size,
so the WIP is 0. When the lot sizes differ by a factor of 2,
the gdc is the smaller of the two lot sizes, and the WIP is
the average less the smaller lot size (90 - 60 = 30 as in the
third case). The effect of a lot size change on WIP is highly
nonlinear. Note that the WIP caused by a lot size change is
a function of only the input and output lot sizes and not on
the flow rate. |